แผ่นอะคริลิคทองคำมีประกายทองขนาดเล็กในวัสดุซึ่งทำให้เกิดผลหรูหรา
•คุณภาพที่เชื่อถือได้: รับประกันการผลิตคำสั่งซื้อจำนวนมาก
•ราคาที่แข่งขันได้: เพิ่มอัตรากำไรของคุณสูงสุด
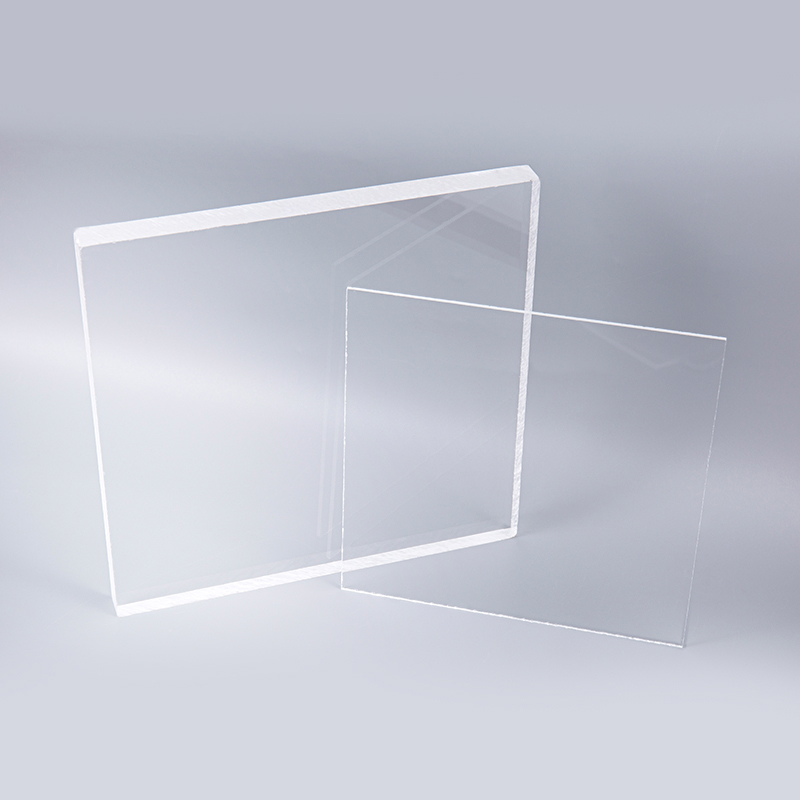
•ความแข็งแกร่งที่เหนือกว่า: 17 เท่าที่แข็งแรงกว่าแก้ว แต่ครึ่งหนึ่งของน้ำหนัก
•คุณสมบัติที่ยอดเยี่ยม: ง่ายต่อการตัดเจาะและเทอร์โมฟอร์ม
ข้อมูลจำเพาะผลิตภัณฑ์:
•ขนาดมาตรฐาน: 1250 x 2450 มม.
•ช่วงความหนา: 2.5 มม. ถึง 5 มม.
ตัวเลือกสี:
•สีมาตรฐาน
•สีที่กำหนดเอง: พร้อมใช้งาน Pantone หรือ Ral
•สีแวววาว: ทองคำ
•พื้นผิวเสร็จสิ้น: มันวาว
แอปพลิเคชัน:
•ป้ายระดับสูง
•ติดตั้งไฟ
•การออกแบบตกแต่งภายในที่หรูหรา
•เครื่องประดับและการจัดแสดง
•การติดตั้งงานศิลปะและนิทรรศการ
•การตกแต่งกิจกรรม